產(chǎn)品詳細說明
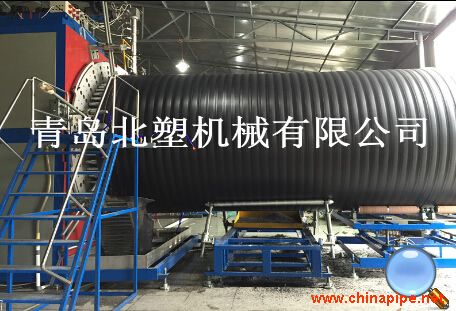
克拉管生產(chǎn)線是由汽缸運動的頻率由PLC來操控。因此能夠設(shè)置PLC內(nèi)部時鐘來調(diào)理送絲的速度�。送絲速度應(yīng)與繞絲速度相匹配,有滿足的長度使其自在搖擺�。開機時,首要按動復(fù)位按鈕��,回到初始作業(yè)位置,然后先不要穿上銅絲��,空作業(yè)看看氣缸動作是否和諧���,能夠恰當(dāng)調(diào)理氣缸的進氣和排氣��,使之動作和諧�����??兆鳂I(yè)和諧后����,穿上銅絲,開送絲��、繞絲作業(yè)旋鈕�,開端送絲和繞絲,等繞好的絲能夠到收絲架后����,將絲掛住收絲盤,然后再開收絲操控。繞絲時��,PE塑料的排水管設(shè)備的送絲由氣缸運動來完結(jié)����。
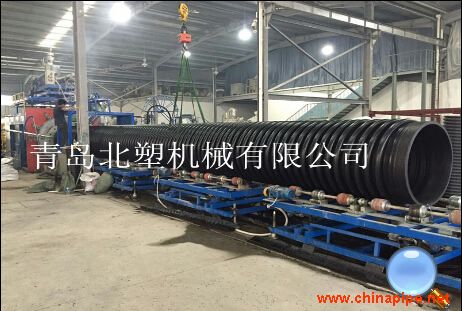
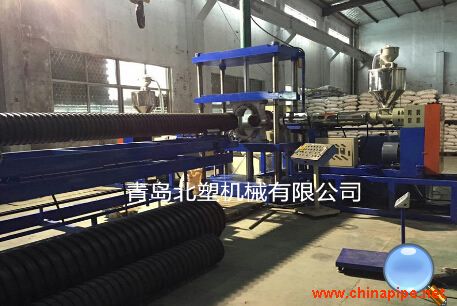
克拉管的設(shè)備從偶然出現(xiàn)繞絲失敗,原因是撥絲桿撥絲不到位,因此擋絲桿未能將銅絲擋住,PE纏繞的增強管設(shè)備根本原因通常是送絲疑問�。解決好送絲疑問后,用手撥動銅絲協(xié)助機器完結(jié)動作即可。收絲時���,因為成型后的絲向上曲折,給收絲的盤卷帶來艱難,此時可將成型絲帶旋轉(zhuǎn)180度����,使曲折弧度與收絲環(huán)繞軸弧度共同,這樣就可盤成整齊的銅絲卷����。也可在紙卷架上裝置紙帶,嵌鋪在每層絲帶上�。


 企業(yè)品牌展播
企業(yè)品牌展播